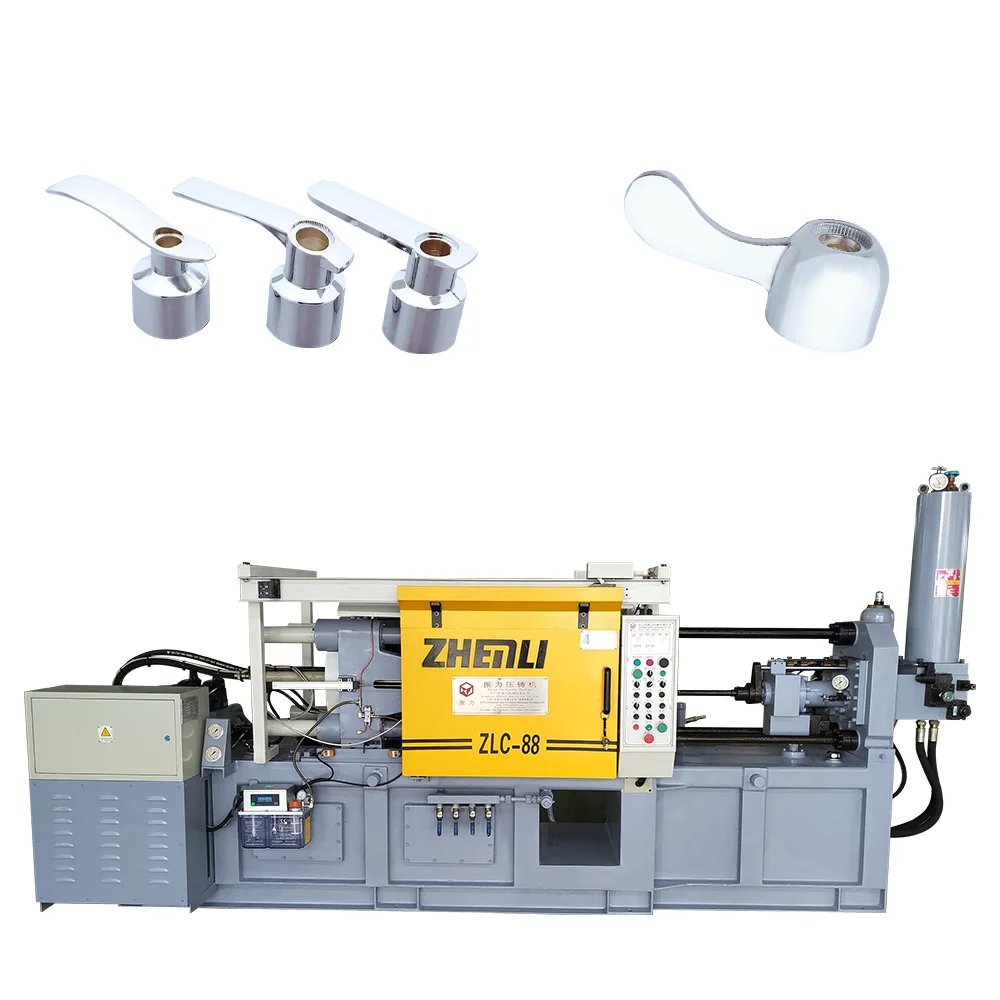
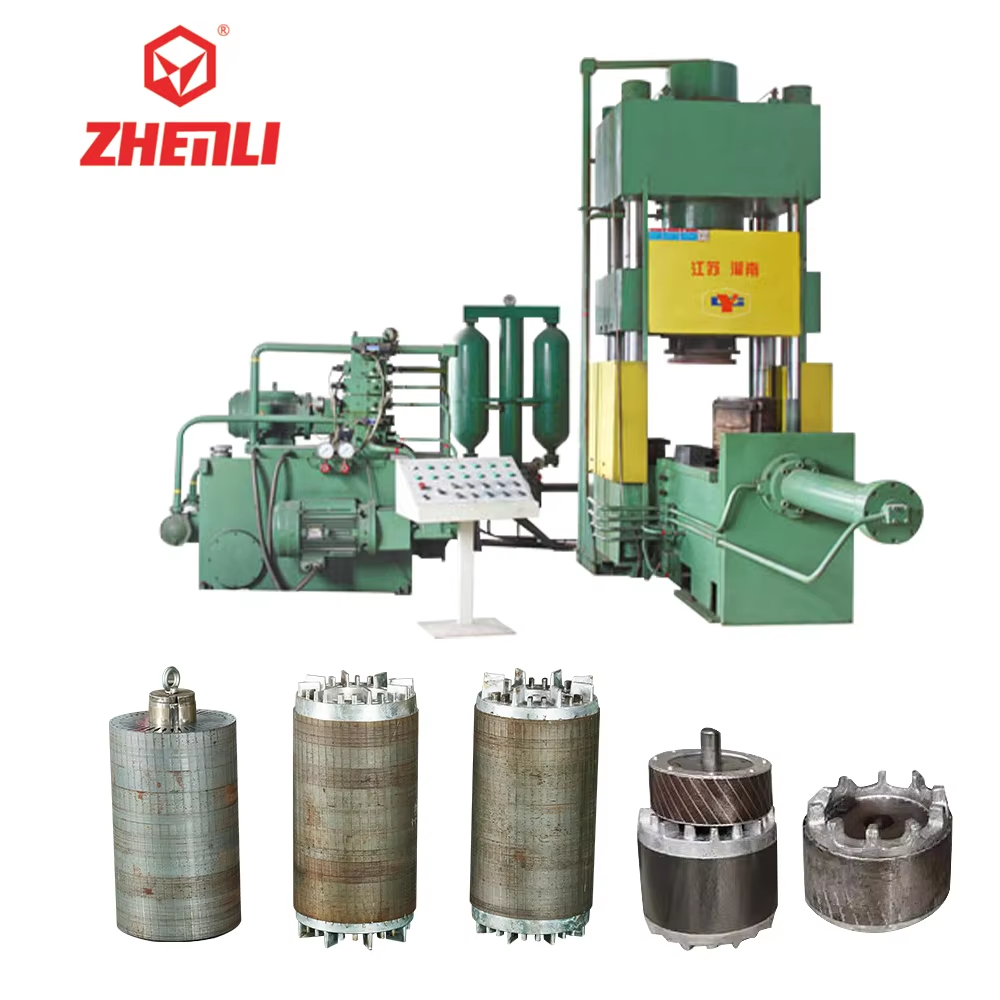
Гаряче та холодне камерне лиття під тиском — це дві основні технології в галузі лиття під тиском, кожна з яких розроблена для врахування унікальних властивостей різних металів і вимог різноманітних виробничих застосувань. Компанія Jiangmen Zhenli Machinery спеціалізується на обох технологіях, постачаючи верстати, що поєднують технічну досконалість, ефективність і адаптивність для обслуговування галузей від електроніки та споживчих товарів до автомобілебудування та авіаційно-космічної промисловості. Гаряче камерне лиття під тиском оптимізоване для сплавів із низькою температурою плавлення (цинк, свинець, магній — температура плавлення 400–700 °C) і характеризується наявністю інтегрованої печі, де стрижень подачі (гусак) і плунжер занурені в розплавлений метал. Ця конструкція усуває необхідність окремого черпання, забезпечуючи швидкі цикли (15–25 секунд) і високу продуктивність — ідеально підходить для масового виробництва невеликих прецизійних деталей, таких як електричні перемикачі, застібки блискавок і корпуси автомобільних сенсорів. Верстати Zhenli з гарячою камерою мають стійкий до корозії гусак (виготовлений із нікелево-хромового сплаву), прецизійний плунжер із самозмащувальним покриттям та швидку систему затискання форми, яка забезпечує щільне закриття під час високошвидкісного лиття. Інтелектуальна система керування дозволяє точно регулювати швидкість і тиск лиття, мінімізуючи дефекти, такі як заливи та усадка. Холодне камерне лиття під тиском призначене для сплавів із високою температурою плавлення (алюміній, латунь, мідь — температура плавлення 800–1200 °C) і використовує окрему плавильну піч, щоб уникнути теплового пошкодження механізму лиття. Розплавлений метал вручну або автоматично черпається в охолоджену камеру, де гідравлічний плунжер впресовує його в форму під тиском до 200 МПа. Цей процес чудово підходить для виробництва великих деталей із високою міцністю та складною геометрією — таких як блоки двигунів, корпуси трансмісій і конструкційні елементи літаків і космічних апаратів, — де важливими є механічна міцність і точність розмірів. Верстати Zhenli з холодною камерою оснащені загартованим сталевим плунжером і гільзою (стійкими до зносу та високих температур), стабілізованою системою керування тиском, що забезпечує рівномірне заповнення форми, а також опціональними автоматичними роботами-черпаками для постійної подачі розплавленого металу. Обидва типи верстатів — з гарячою та холодною камерами — мають ключові переваги: модульну конструкцію для простого налаштування, енергоефективні гідравлічні системи, які зменшують споживання енергії на 15–25%, а також відповідність міжнародним стандартам якості та безпеки (ISO 9001, CE, ASTM). Системи керування (Siemens або ARCUCHI) підтримують кілька мов, зберігають рецепти та забезпечують моніторинг процесу в реальному часі, що дозволяє операторам оптимізувати виробництво та контролювати якість. Технічна команда Zhenli надає всебічні консультації, допомагаючи клієнтам обрати правильну технологію — гарячу камеру для сплавів із низькою температурою плавлення та високий обсяг виробництва, холодну камеру — для сплавів із високою температурою плавлення та великих/складних деталей. Комплексний сервіс включає перевірку сумісності форм, виготовлення зразків, установку, навчання та глобальну післяпродажну підтримку. Опанувавши обидві технології — гарячого та холодного камерного лиття під тиском, Zhenli дає можливість виробникам працювати з різноманітними матеріалами та виробничими вимогами, постачаючи надійні високопродуктивні верстати, що забезпечують ефективність і якість у глобальному виробництві.