×
×
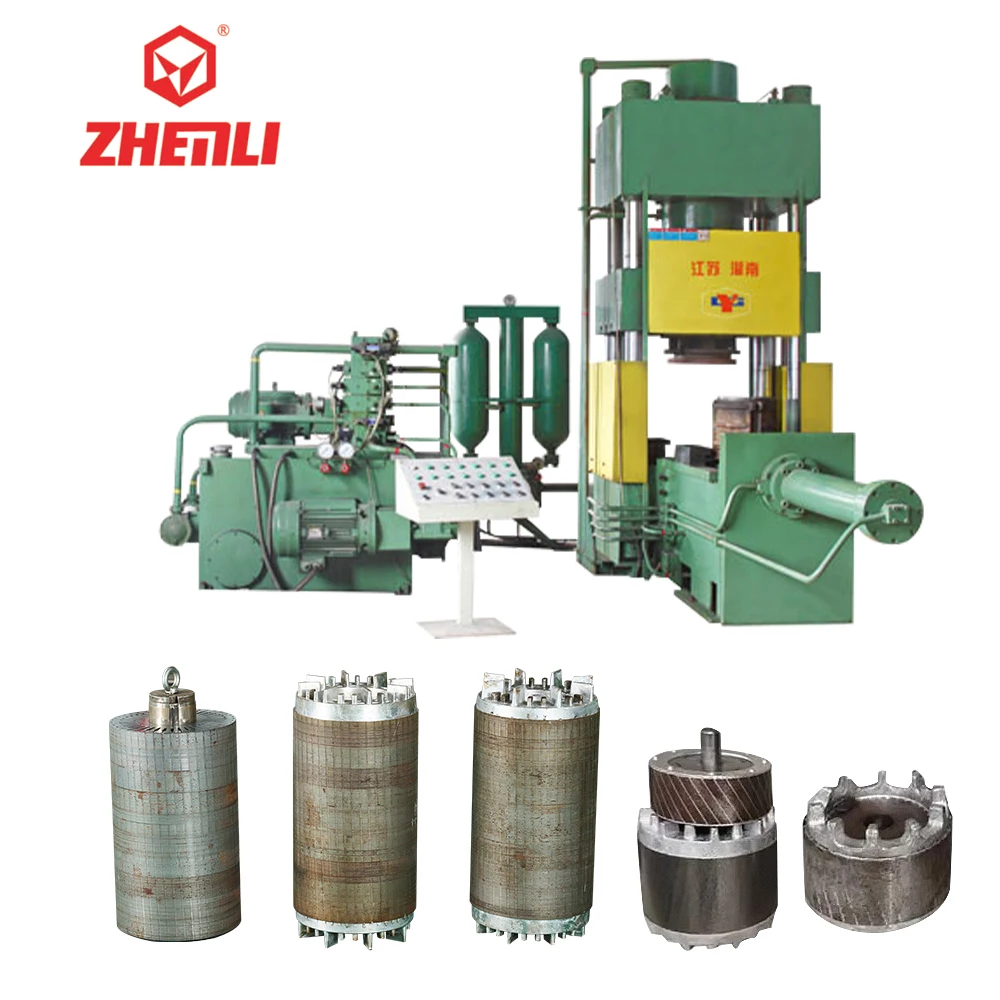
[mesin casting die] standar operasi mesin casting die
4.2 ganti pukulan cangkir lelehan sesuai dengan kondisi cetakan dan sesuaikan struktur penyemprotan dan pendaratan jika diperlukan.
4.3 periksa templat dinamis untuk memastikan bahwa permukaan tidak ada benda asing dan tidak ada titik tinggi.
4.4 gunakan tali angkat yang benar, dalam penilaian situasi keselamatan pengangkatan, dan pastikan cetakan masuk ke mesin sebelumnya tanpa ayunan, hindari tabrakan dengan alat mesin.
Standar operasi pengecoran die
4.5 sesuai dengan kondisi cetakan, pasang cetakan dengan benar. Perhatikan dengan baik, untuk cetakan dengan tarikan inti hidraulik, perlu menyesuaikan mesin dengan kondisi tarikan inti untuk "memilih", dan tarikan inti di cetakan dinamis, ke "mode kunci" sebelum inti; tarikan inti di cetakan statis, ke "mode kunci" setelah menyisipkan inti.
4.6 tekan cetakan, hubungkan selang dan pipa air pendingin untuk menyelesaikan set die.
[mesin casting die] standar operasi mesin casting die
5. debugging cetakan
Setelah perangkat selesai pada 5.1, cetakan di-debug, dan perangkat tarikan inti dilengkapi dengan perangkat tarikan inti. Perlu diperhatikan saat debugging jika inti tidak disisipkan dan inti cetakan statis tidak berada di posisi yang tepat
Dilarang membuka cetakan ketika mati sudah dimasukkan
Ketika penarikan inti dari perangkat penarikan inti yang bergerak tidak pada tempatnya, pengeluaran dihindari
Standar operasi pengecoran die
5.2 perlu menyesuaikan stroke pengeluaran terlebih dahulu, batang tidak pada tempatnya, dan colokan atau cetakan tidak diperlukan.
5.3 sesuaikan pembukaan mesin untuk memilih kekuatan klem yang sesuai.
5.4 sesuaikan injeksi tekanan dan ikuti stroke keluar, periksa air pendingin pukulan untuk memastikan tidak ada kebocoran.
5,5 menurut kartu teknologi pengecoran logam input parameter teknis.

 Berita Terpanas
Berita Terpanas2025-08-03
2025-07-31
2025-07-27
2025-08-01
2025-05-08
2019-11-08
Jiangmen Zhenli Machinery Co., Ltd. menyediakan mesin die casting ruang panas dan ruang dingin canggih untuk manufaktur global. Teknik presisi yang dilengkapi CNC kami memberikan solusi andal dan berkinerja tinggi yang dipercaya secara internasional. Hubungi kami hari ini.
Nomor A-03-H01 Pabrik, Jalan Baotang, Kecamatan Tangxia, Distrik Pengjiang, Jiangmen Guangdong Tiongkok
Hak Cipta © 2025 oleh Jiangmen Zhenli Machinery Co., Ltd. Kebijakan Privasi