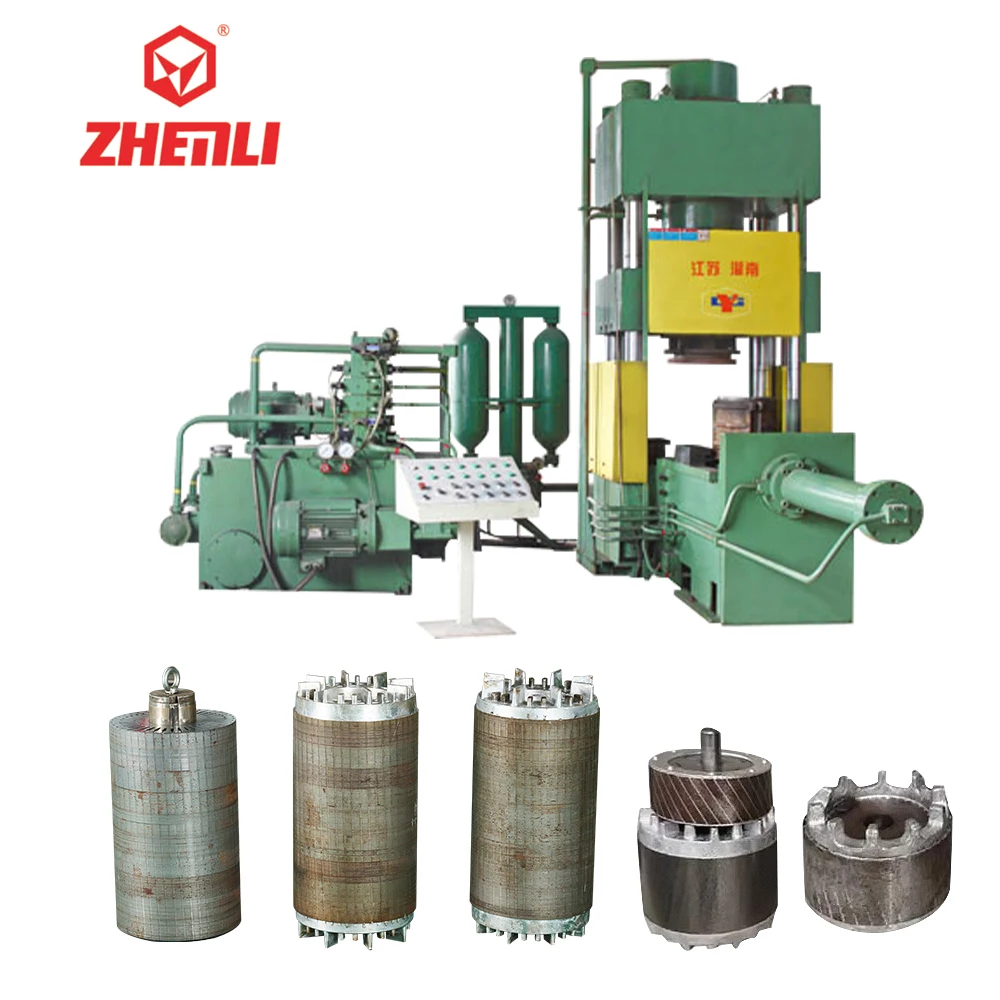
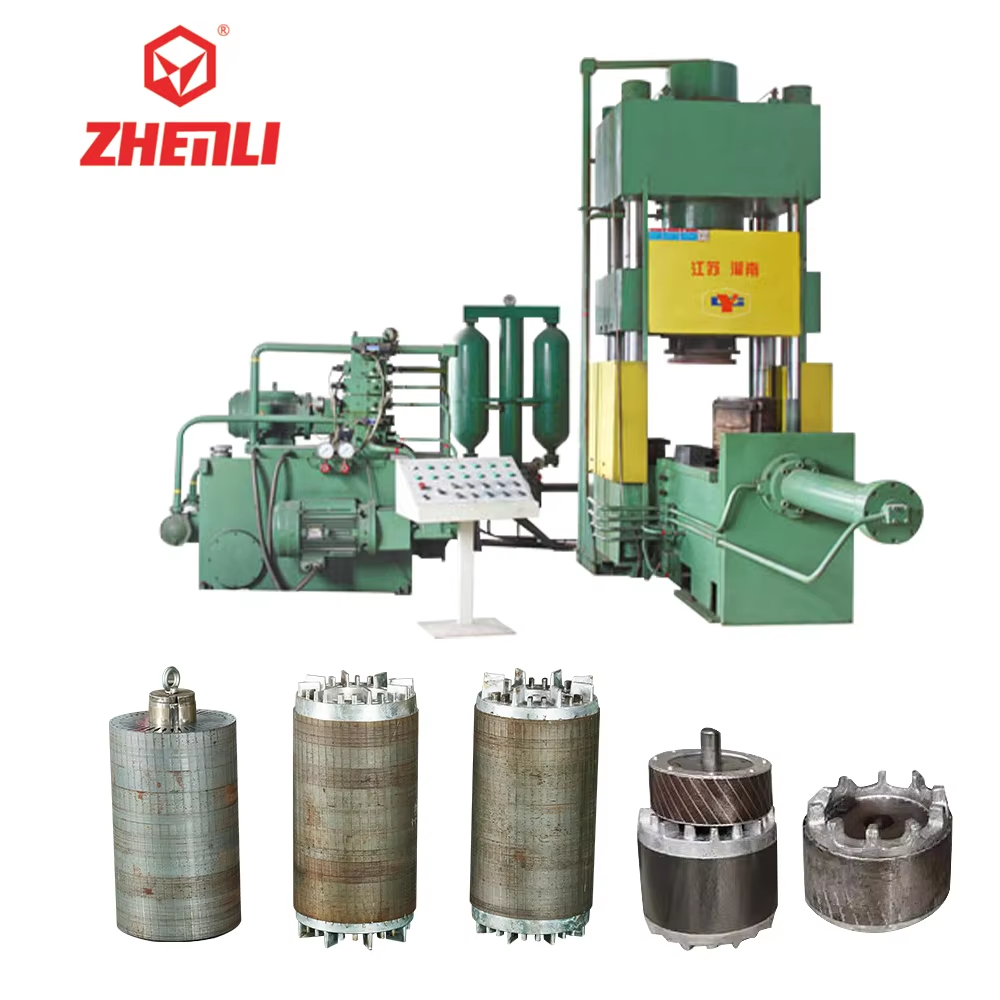
Kuumakammio- ja kylmäkammiodiejesse: Monipuoliset ratkaisut Jiangmen Zhenli -yhtiöltä
Tämä sivu keskittyy kuumakammio- ja kylmäkammiodiejessteknologioihin ja esittelee Jiangmen Zhenli:n erikoiskoneet molempiin prosesseihin. Kuumakammio-mallit soveltuvat erinomaisesti sinkkiseosten valukseen nopeilla sykliajoilla, kun taas kylmäkammioversiot sopivat alumiini-, messinki- ja lyijyseoksille tarkkuusosien valmistukseen. Kaikki koneet sisältävät älykkäät ohjaukset, vakautta tarjoavan hydraulijärjestelmän sekä ISO/CE-sertifiointi. Sivulla käsitellään teknisiä eroja, käyttökohteita (autoteollisuus, metallituotteet, hanat), räätälöintimahdollisuuksia sekä kattavaa palvelua suunnittelusta huoltoon asti. Zhenli toimii yli 50 maassa ja tarjoaa luotettavia valuratkaisuja materiaalin ja tuotantotarpeen mukaan.
Hanki tarjous