



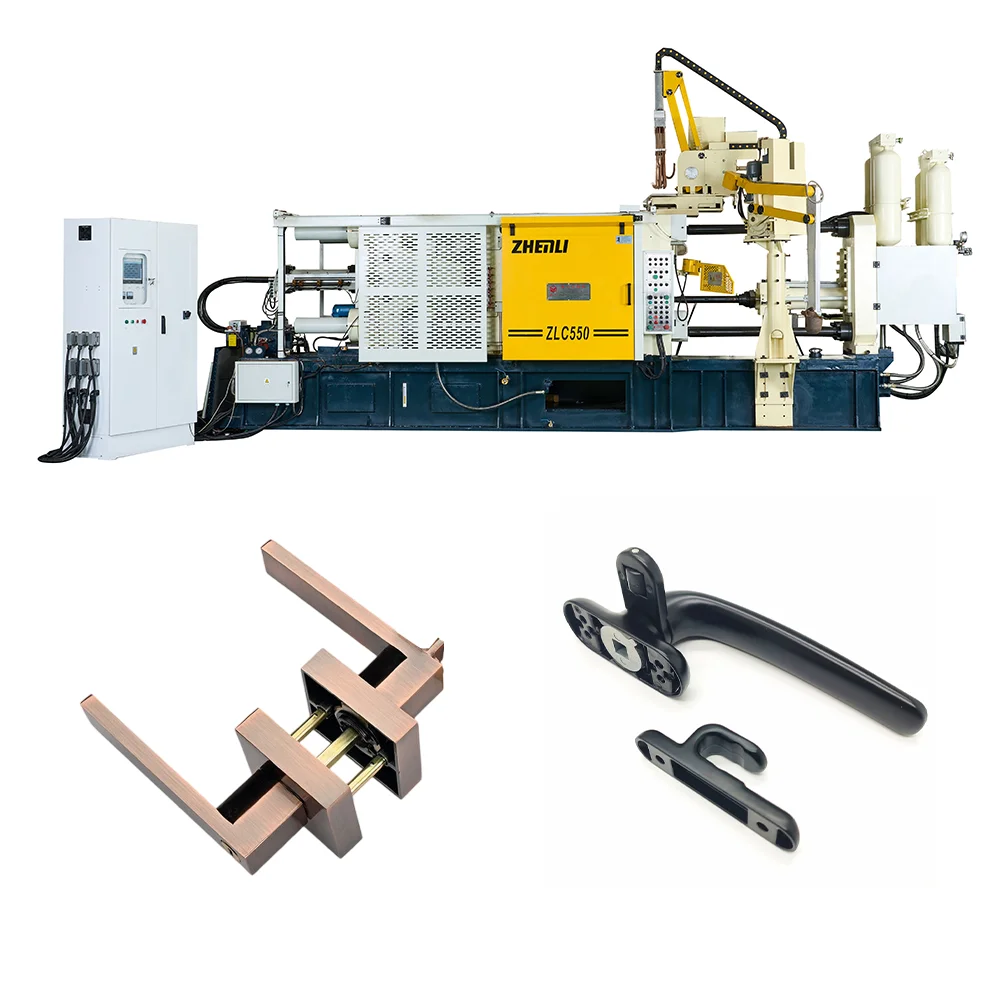

金属鋳造機械の選定に影響を与える要因は何ですか?
鋳造方法と金属鋳造機械との互換性 異なる鋳造方法が機械の要件に与える影響 選択される鋳造方法は、金属鋳造作業に必要な機械の種類に大きく影響します。例えば...
詳細を見る
 ×
×
EVA(エチレン酢酸ビニル)射出成形機は、高い柔軟性、優れた透明性、および強い接着性で知られるこの特殊な共重合体を処理するために特別に設計されています。EVAの処理における主な課題は、5%から40%の範囲にある高い酢酸ビニル(VA)含有量にあり、これにより材料は非常に柔らかく、付着しやすく、標準的な成形温度では熱劣化を受けやすくなります。そのため、過剰なせん断熱を発生させることなく材料を穏やかに可塑化できるよう、深い溝を持ち、圧縮比が低め(通常約2:1)のスクリューが必要です。バレル温度プロファイルは慎重に管理され、VA含有量に応じて通常130°Cから200°Cの比較的低温範囲に保たれ、焼けや腐食性のある酢酸の発生を防ぎます。材料の滞留や垂れ出しを防ぐため、フリーフローノズルがよく使用されます。EVAは粘着性が高いため、金型からの離型が問題となることがあり、特殊な金型コーティングや場合によっては外部離型剤の使用が必要になることがあります。材料の低粘度によるバリの発生に対応するため、クランプ装置は十分な締め付け力を持っている必要があります。EVA射出成形機は、スポーツシューズの中底、発泡サンダル、玩具部品、医療用クッション材など、多種多様な製品の製造に不可欠です。これらの用途では、微細なセル構造を作り出すために、化学発泡剤(CFA)または物理発泡剤(PFA)システムと統合されることがあり、均一なセルサイズと密度を得るためには射出速度と圧力の精密な制御が求められます。EVA射出成形機を選定する際の考慮事項には、材料の特定の溶融流動指数(MFI)、特定グレードにおいてバレルやスクリューに耐腐食性材料を使用する必要性、最終製品の弾性および触感特性を確保するための安定した低温成形条件を維持できる機械能力が含まれます。

27
Oct
27
Oct
27
Oct
27
Oct


江門鎮力機械有限公司(Jiangmen Zhenli Machinery Co., Ltd.)は、世界中の製造業向けに先進的なホットチャンバー式およびコールドチャンバー式ダイカスト機を提供しています。当社のCNC搭載精密エンジニアリングは、世界中で信頼される信頼性が高く高性能なソリューションを実現します。今すぐお問い合わせください。
中国広東省江門市蓬江区塘霞鎮宝湯路A-03-H01工場
著作権 © 2025 江門市振利機械有限公司 プライバシーポリシー




